Summary:
Aiming at the serious problem of torque attenuation of the suspension system fastener of a certain type of vehicle, the main reasons for the problem are determined through detailed analysis of various influencing factors. Through rectification and optimization for various influencing factors, after theoretical analysis and experimental verification, by optimizing the tightening torque, friction coefficient and thread engagement length, the problem of severe tightening torque attenuation is effectively solved, and it is controlled within the design requirements and the suspension is improved. Set system reliability and vehicle reliability.
Fastener reliability technology is one of the key technologies to ensure the reliability of mechanical equipment. For automotive suspension systems, failure of the fastener may cause the powertrain to fail. What's more, when the car is driving at high speed, it may endanger the safety of the driver and passengers. The fasteners of the car suspension system are reliable. Sex technology has become a top priority in the automotive R&D process.
This paper mainly focuses on the problem of fastener torque attenuation in the development of a certain model (abnormal attenuation, severe attenuation of 25%, does not meet the design requirements), through the factor analysis method to rectify and optimize the various influencing factors, and will eventually tighten The firmware torque attenuation control is within a reasonable range, which effectively improves the reliability of the suspension system and the reliability of the vehicle.
1, the problem description
In a small-volume production process of a certain type of vehicle, the fasteners in the suspension system have torque attenuation. A real vehicle test was confirmed for this problem. Take a suspension and powertrain connection fastener as an example, test the connection of fasteners 1~4 in Figure 1, the test results are shown in Table 1.
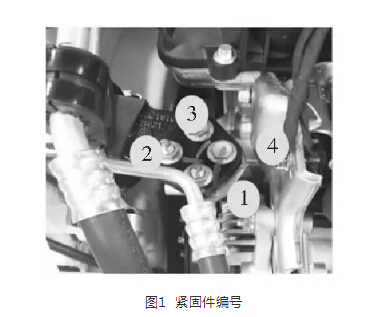
It can be seen from the above test results that the fastener torque attenuation of the suspension system is more serious (the most severe attenuation reaches 25%, exceeding the design attenuation requirement of 15%), and there is a hidden danger.
2, the cause analysis
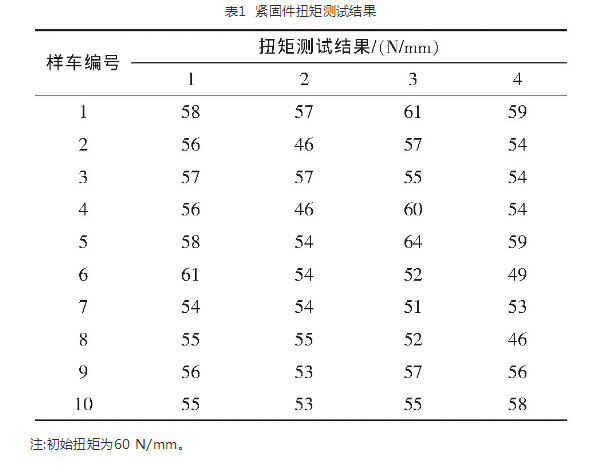
Through the study of fastener related materials, combined with the specific situation of the problem, the fault tree analysis method (FTA) was used to analyze the causes of the torque decay of the fasteners, as shown in Figure 2.
It can be seen from Figure 2 that the factors affecting the torque attenuation of the suspension system fasteners can be summarized into five aspects. Since the material and mutual relationship of the fittings and the diameter of the flange surface are the same as those of the pre-development vehicle, and the pre-development vehicle does not exhibit torque attenuation to the unsatisfactory requirements, it is considered that this factor is not the main cause of the problem and will not be considered during the rectification.
3. Formulate corrective measures
3.1 Optimizing the tightening torque
The reliability of the fastener is mainly reflected in the axial force provided by it. In the production process, the axial force is indirectly guaranteed by the torque. Therefore, the torque becomes a key factor for the reliability of the fastener.
According to the relevant literature, there is the following relationship between fastener torque and axial force:

Where: MA———tightening torque; FM——— tightening torque corresponding to axial force; P———pitch; D2———medium diameter; UG———thread friction coefficient; UK———bolt head Coefficient of friction; DKm - effective diameter.
In addition, the allowable axial force of the fastener can be calculated by:

Where: FMzul———allowable axial force; A0———minimum cross-sectional area; V———utilization coefficient; RP0.2min———minimum yield stress; D0———minimum cross-sectional diameter; UGmin—thread Minimum coefficient of friction.
The fasteners P=1.25, UG=UK=0.2, other relevant parameters can refer to the relevant literature. According to formula (2), the allowable axial force is 41.5 k N. When the tightening torque is 60 N·m, the torque produces an axial force of 21.1 k N, which is about 51% of the allowable axial force. The coefficient is lower.
Therefore, the torque can be increased to optimize the axial force generated by the fastener after twisting and reduce the torque attenuation.
3.2 The friction coefficient design is unreasonable
At the beginning of the design, the friction coefficient was not clearly defined and was directly processed by the supplier. After 3.1 analysis, it is found that when the tightening torque is constant, the friction coefficient has a great influence on the axial force generated (see formula (1) for details).
Referring to the pre-design, the coefficient of friction of the fastener is defined as 0.15. In the same case, when the tightening torque is 60 N·m, the tightening axial force is 27.5 k N. Therefore, the optimization of the friction coefficient can also effectively improve the reliability of the fasteners there.
3.2 thread engagement length is not enough
According to the design experience, the thread engagement length of the fastener is generally not less than 1.5 times its nominal diameter, and for the M10 fastener, it is required to be no less than 15 mm. Therefore, the thread engagement length is 19 mm at the beginning of the design.
Through the study of relevant literature, the German standard requires the thread engagement length of the fastener to be

The meaning of each parameter in formula (3) can be referred to the literature. According to formula (3), the required thread engagement length of the fastener is calculated, and it is found that the required thread engagement length is 18.5 mm. Considering that the mating thread is a cast aluminum internal thread, the safety factor is 1.3, so the required thread engagement length is 24 mm.
Therefore, the thread engagement length needs to be optimized, and the optimization is beneficial to improve the reliability of the suspension system fastener.
4, test verification
4.1 Optimization plan
Through the above analysis, the measures that are beneficial to the reliability of the fastener are integrated and optimized. Under the premise of other parameters, the tightening torque is increased to 65 N·m, the friction coefficient is defined as 0.15, and the fastener length is 45. Mm is extended to 55 mm.
The influence of the above measures on the axial force of the fastener is calculated by the formula (1). According to the calculation, after the above measures, the axial force generated by the fastener is 30.0 k N, the allowable axial force of the fastener is 44.7 k N, and the utilization factor is about 67%, which is in accordance with the specification of the fastener design.
4.2 Bench verification
In order to verify the effect of the improved scheme, it was verified by the method of axial force test. The test results are shown in Figure 3.

It can be seen from Fig. 3 that after a number of rounds of tests, the axial force of the fastener tends to be stable, and the initial axial force is more than 70%, which satisfies the design requirements.
4.3 Test verification
In order to verify the rectification effect in batches, the tightening torque of the off-line vehicle was confirmed using the test tool shown in Fig. 4.

The test results were verified by 10 randomly selected samples. The results are shown in Table 2.

It can be seen from the above test results that after the corrective measures, the fastener torque attenuation is up to 12.5%, which meets the design requirements.
In summary, after the rectification measures are adopted, the problem of excessive torque attenuation is effectively solved, and it is controlled within the design requirements, and the verification from the axial force angle also satisfies the requirements. Therefore, the problem is solved after the corrective measures are adopted.
5, summary
Aiming at the serious problem of torque attenuation of the suspension system encountered in the development of a passenger car model, through theoretical analysis of various influencing factors, the key factors to solve the problem were found and the rectification plan was determined. By implementing the rectification plan, the axial force generated by the fastener after fastening is effectively improved.
In addition, through the theoretical analysis, bench verification, test and other multi-method verification methods, the effectiveness of the rectification measures is further confirmed, and the problem of severe torque attenuation of the suspension system fasteners is solved, and it is controlled within the design requirements.
Melamine Particle Board is mainly used for furniture and carriage of bus, train.The bace&back are the Veneer surface, such as Okoume, Bintangor, Pine, Birch, Poplar, Pencil cedar, Maple, Cherry, White Oak, Sapele, Beech, Red Oak, Ash etc.Melamine paper is the most popular to be as the face board, it is abrasion resistant, heat resistant, fouling resistant, clean is simple.The Engineering wood is also as the face and back surface. It is more cheaper and beautiful, can reach the same wood grain effect as the veneer surface.And we have High Quality Particle Board .LULI Group Co. Ltd, well known as the leading manufacturer for wooden, steel and paper products, located in Shouguang, Weifang, Shandong, China. Since the foundation in 1985, it focus on the production of Plywood , venner, MDF, Particle board , Door skin , Blockboard , Finger joint board, OSB, paper, Steel etc.And we have Outdoor Melamine Particle Board.
Melamine Particle Board Details:
size:1220*2440MM 1250*2000MM 1525*2440MM 1830*2440MM
THICKNESS:9MM-40MM
MATERIAL:POPLAR, COMBINE, PINE
GLUE:E0, E1, E2
CERTIFICATION:CARB, FSC, CE
Melamine Particle Board
Melamine Particle Board,Melamine Faced Particle Board,Outdoor Melamine Particle Board,Melamine Laminated Particle Board
Luli Group Co.,Ltd. , https://www.plywoods.nl